Թմբուկային վուլկանիզատորըայնՌետինե թերթերի, փոխադրիչ ժապավենների, ռետինե հատակների և այլնի արտադրության հիմնական սարքավորումները: Արտադրանքը վուլկանացվում և ձուլվում է բարձր ջերմաստիճանի և բարձր ճնշման պայմաններում: Դրա հիմնական բաղադրիչներն են՝ հիմնական վուլկանացման թմբուկը, ճնշման պողպատե ժապավենը, շարժիչ գլանը, լարվածության գլանը և այլն: Պողպատե ժապավենը կատարում է դերըinվուլկանացման գործընթացում ճնշման և ջերմության փոխանցումը կարևոր բաղադրիչ է արտադրանքի որակն ապահովելու համար։
Թմբուկային վուլկանիզատորներում լայնորեն օգտագործվող տեղումներով կարծրացված չժանգոտվող պողպատե ժապավենները ունեն գերազանց աշխատանք. ամենաներկայացուցչականը Mingke MT1650-ն է, որտեղ 1650թ.ցույց է տալիս, որ ձգման ամրությունը այնպողպատis1650Ն/մմ²մարտենսիտային չժանգոտվող պողպատՊողպատե ժապավենի լայնական հատույթի մակերեսի հիման վրա մենք կարող ենք հաշվարկել պողպատե ժապավենի ձգման առավելագույն ուժը: Պողպատե ժապավենի ձգման ամրությունը միայն հղման արժեք է, և դրա կրած ձգման ուժը ուղղակիորեն կապված է ծառայության ժամկետի հետ: Բացի այդ, պողպատե ժապավենի իրական շահագործման ժամանակը, տեսակըsարտադրված արտադրանքի քանակը և պողպատե ժապավենի ամենօրյա սպասարկումը բոլորն էլ այն գործոններն են, որոնք ազդում են պողպատե ժապավենի ծառայության ժամկետի վրա։
Տեխնոլոգիայի զարգացման հետ մեկտեղ, Mingke-ի MT1650 մարտենսիտային չժանգոտվող պողպատը հասունորեն օգտագործվել է թմբուկային վուլկանիզատորներում, որը ոչ միայն հասել է արտադրության մակարդակին Եվրոպայում, այլև ունի ավելի շատ առավելություններ տնտեսության մեջ: Mingke MT1650 տեղումներով կարծրացող չժանգոտվող պողպատը ցածր ածխածնային տեղումներով կարծրացող մարտենսիտային չժանգոտվող պողպատ է, որը հիմնված է քրոմի վրա:,նիկել,պղինձ։ Այն հիմնականում օգտագործում է իր բարձր ամրության բնութագրերը, լավ կոռոզիոն դիմադրությունը և հեշտ չէ դեֆորմացվել ջերմային մշակման ժամանակ, և պահպանում է բարձր ամրությունը մինչև մոտ 600 °F (316 °C) ջերմաստիճան։ Միևնույն ժամանակ, պողպատե ժապավենը լավ վերանորոգման հնարավորություն ունի։Dմանրամասն կատարողականը հետևյալն է.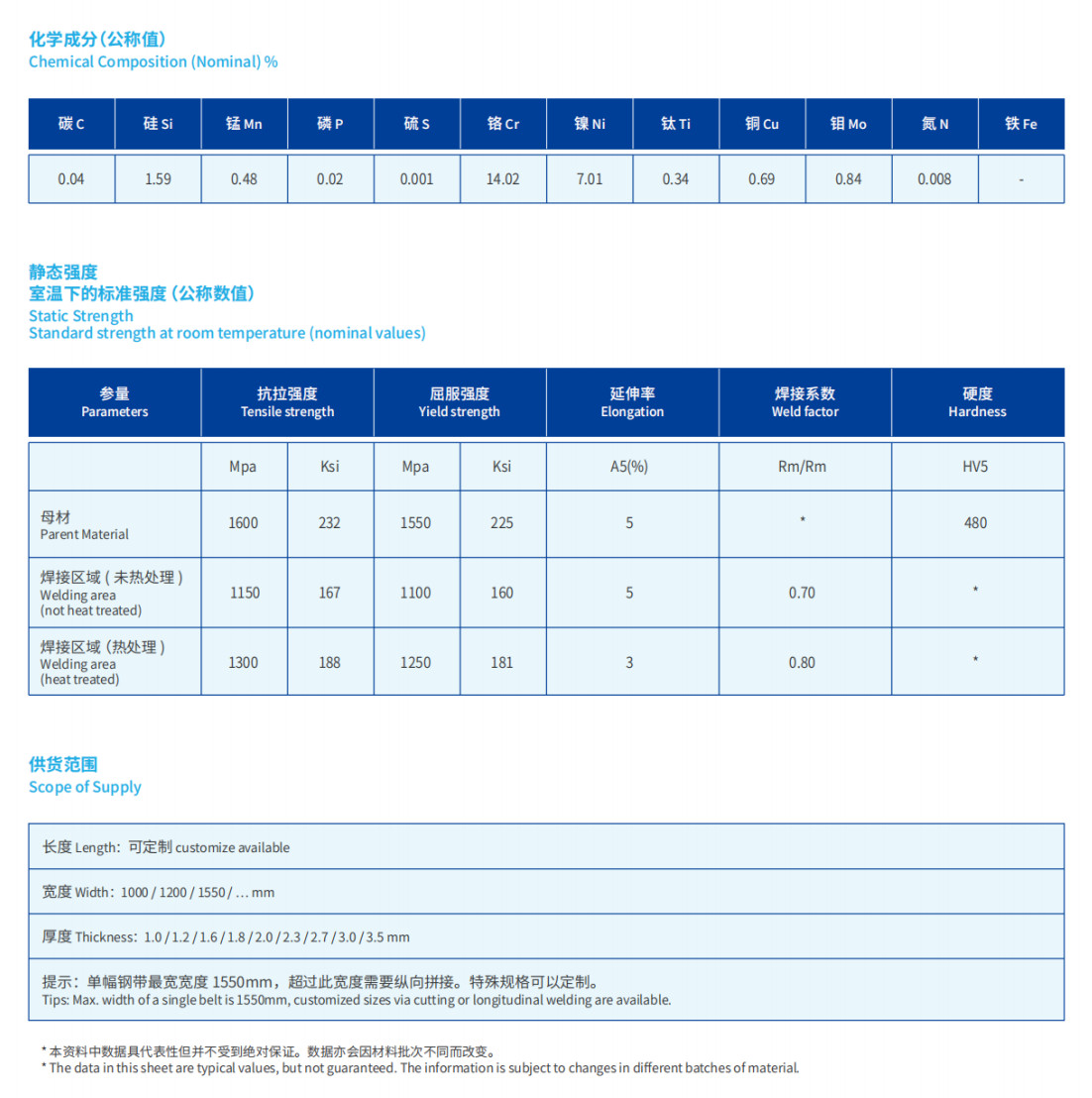
ՀամեմատածtoՏնային պողպատե մետաղալարից պատրաստված կպչուն ցանցային գոտի, պողպատե գոտու ընտրությունն ունի հետևյալ ակնհայտ առավելությունները.
1) Պողպատե գոտին ունի երկար ծառայության ժամկետ, բարձր ջերմաստիճանի դիմադրություն, հեշտ չէ երկարացնել, և սպասարկումը պարզ ու հարմար է, մինչդեռ պողպատե մետաղալարից պատրաստված կպչուն ցանցային գոտին պետք է կարճ ժամանակահատվածում կրկին սոսնձվի, և ցանցային գոտին հեշտ է երկարացնել։
2) պողպատե շերտի կողմից արտադրված արտադրանքի մակերեսի որակը լավն է, և հարթությունն ու հարթությունը կարող են հասնել բարձր մշակման ճշգրտության պահանջներին։
3) Պողպատե գոտում սոսնձման գործընթաց չկա, և սարքավորումները կարող են հիմնականում պահպանել 24 ժամ շարունակական աշխատանք՝ բարձր արտադրական արդյունավետությամբ։
4) պողպատե շերտի մակերեսը կարող է հասնել բարձր մշակման ճշգրտության՝ բարձրորակ արտադրանքի կարիքները բավարարելու համար։
5) Պողպատե ժապավենը հեշտ է պահպանել, և մասը կարող է հանվել փորելու և վերանորոգելու միջոցով, ինչպես նաև փոխարինվել նոր կարկատով: Մեծ հատվածները կարող են կտրվել երկայնքով և վերստին եռակցվել պողպատե ժապավենի նոր հատվածի մեջ:
6) Փոքրիկ ուռուցիկըsպողպատե գոտում կիրառվում է ջերմային կծկման մեթոդը, որը կարող է մեծապես բարելավել հարթությունը։
7) Եթե պողպատե ժապավենն ամբողջ պողպատե ժապավենի երկայնքով երկայնական դեֆորմացիա ունի, ապա լավ պահպանման մեթոդ չկա։ Եթե չի կիրառվում բարդ գործընթացով երկայնական միացման տեխնոլոգիա, սակայն բարդ գործընթացի արժեքը բարձր է։
Ինչպե՞ս ավելի լավ օգտագործել պողպատե ժապավենը։
Պողպատե ժապավենների օգտագործողները շատ մտահոգված են պողպատե ժապավենների ծառայության ժամկետով, մենք ամփոփել ենք պողպատե ժապավենների ծառայության ժամկետին վերաբերող հետևյալ կետերը՝ հույս ունենալովօգնությունԴուք ավելի լավ եք հասկանում մեր պողպատե ժապավենները։
Fնախ, պողպատե ժապավենը չափազանց մեծ լարվածություն կկրիկամքազդել ծառայության ժամկետի վրա:
Ո՞րն է պողպատե ժապավենի համար լավագույն լարումը։ Իհարկե, որքան քիչ է պողպատե ժապավենը կրում լարում, այնքան երկար է նրա ծառայության ժամկետը, որը պետք է համակցվի օգտագործողների կարիքների հետ՝ ռետինե արտադրանք արտադրելու համար։ Ընդհանուր առմամբ, MT1650 պողպատե ժապավենի կիրառումը DLG-ում դիտարկելը...7Որպես օրինակ՝ Շանհայի ռետինե մեքենաների թիվ 1 գործարանի 00X1400 սարքավորումներում, արտադրողների մեծ մասը հիդրավլիկ չափիչի արժեքը կարգավորում է մոտ 15~20 ՄՊա-ի վրա: Բացի այդ, թմբուկային վուլկանիզատորի կողմից երկարացման գլանները պահելու համար օգտագործվող հիդրավլիկ գլանների տարբեր տրամագծերի պատճառով, կոնկրետ արժեքները նույնպես տարբեր կլինեն: Խնդրում ենք խորհրդակցել սարքավորումների արտադրողի հետ՝ թմբուկային վուլկանիզատորի հիդրավլիկ աղյուսակում նշված կոնկրետ արժեքների վերաբերյալ:
Երկրորդ, շատ օգտատերեր կարծում են, որ որքան հաստ է պողպատե գոտին, այնքան երկար էդրա կյանքի տևողությունըգնելուց առաջ, ինչը իրականում թյուրիմացություն է։ Չնայած հաստ պողպատե գոտին կարող է դիմակայել նյութի վրա կոշտ առարկաների ազդեցությանը և հեշտ չէ մեծ փոսեր ստեղծել, հաստ պողպատե գոտին ունի մեծ ծռման կորության շառավիղ, որն ավելի զգայուն է կրկնակի ծռման հետևանքով առաջացած հոգնածության վնասի նկատմամբ, և ծռման լարումն ավելի մեծ է, ուստի ավելի հաստ պողպատե գոտինկարող է ավելի երկար ծառայության ժամկետ չունենալ։
Բացի այդ, պողպատե ժապավենի տեղադրումից հետո խորհուրդ չի տրվում անմիջապես կարգավորել ճնշումը արտադրության համար անհրաժեշտ արժեքին, և ճնշումը պետք է աստիճանաբար բարձրացվի մինչև նորմալ աշխատանքը: Պողպատե ժապավենի ջերմաստիճանը նույնպես պետք է աստիճանաբար բարձրացվի՝ ջերմային ընդարձակման և կծկման հետևանքով առաջացած ներքին լարվածության դեֆորմացիան նվազեցնելու համար, և տաքացնող սարքը չպետք է միացվի, երբ վուլկանիզատորը դադարում է աշխատել:
Վերջապես, եթե հետևյալ պայմաններըուշադրություն չեն դարձնումՕգտագործման ընթացքում պողպատե գոտին նույնպես հակված է վնասվելու.
1) Պողպատե ժապավենի լուրջ վնաս՝ անպատշաճ շահագործման պատճառով։ Եթե ռետինե նյութը մասամբ համընկնում է, արտաքին առարկաներ, որոնք նման են սպասարկման գործիքներին, կմտնեն թմբուկային վուլկանիզատոր, ինչը կհանգեցնի պողպատե ժապավենի տեղային դեֆորմացիայի և հետքերի թողման արտադրանքի մակերեսին։
2) Սպասարկման միջակայքը չափազանց երկար է, և պողպատե գոտու մակերեսը պետք է մաքրվի ամեն շաբաթ։
3) Վուլկանացված հումքի վատ որակը։ Սա հիմնականում պայմանավորված է հումքի մեջ առկա կոշտ օտար նյութերի պատճառով առաջացած չափազանց տեղական լարվածությամբ։
4) Սարքավորումը ճիշտ չի աշխատում: Օրինակ՝ տարբեր պատճառներով պողպատե ժապավենի շեղումը հանգեցնում է պողպատե ժապավենի ծալքերի:
5) Պողպատե շերտի եզրը ձևավորում էսուրանկյուն, որը առաջացնում է լարվածության կենտրոնացում և ճաքեր
6) Պողպատե գոտին վատ է մաքրված,հետպողպատե ժապավենի ներքին մակերեսին կպչող օտար մարմիններ
7) Ռետինե արտադրանքը ավելի նեղ է, քան պողպատե գոտու լայնությունը, և վուլկանացված ռետինե արտադրանքի եզրը երկար ժամանակ ուժ է գործադրում պողպատե գոտու նույն դիրքի վրա։
8) Ձեռքով կարգավորման գլանակի ամպլիտուդը չափազանց մեծ է, կամ թմբուկային վուլկանիզատորը հաճախակի է կարգավորվում
Որոշ համապատասխան հաշվարկներ թմբուկային վուլկանիզատորների վերաբերյալ
1. Թմբուկի տրամագիծը և երկարությունը
Թմբուկային վուլկանիզատորը ավարտում է արտադրանքի տաքացումը, ճնշումը և վուլկանացումը վուլկանիզացնող թմբուկի վրա։ Հետևաբար, վուլկանիզացնող թմբուկի տրամագիծը և երկարությունը ամենաներկայացուցչական պարամետրերից մեկն են։
- Գլխավոր թմբուկի տրամագծի ընդհանուր չափորոշիչներն են՝ 350, 700, 1000, 1500 և 2000 մմ: Գլխավոր թմբուկի տրամագծի հարաբերակցությունը ենթակա թմբուկին կազմում է՝ D0 = 2/3D, և ենթակա թմբուկի D0-ն չպետք է չափազանց փոքր լինի, հակառակ դեպքում դա կազդի ճնշման գոտու ծռման հոգնածության ժամկետի վրա: D0-ն չափազանց մեծ է, մեքենան ծավալուն է, անհարմար է շահագործման համար, վերը նշված վերլուծության հիման վրա պողպատե մետաղալարից կախված սոսնձի ճնշման գոտու համար գլխավոր թմբուկի D տրամագիծը, D=700~1000 մմ, համապատասխան է:
- Բարակ պողպատե շերտերի համար D=1500~2000 մմ չափսը հարմար է։ Հիմնական թմբուկի երկարությունը,
- Վուլկանացված արտադրանքի լայնությունից ելնելով, միաժամանակ պետք է հաշվի առնել նաև կոշտության խնդիրը, հետևաբար, դրա երկարություն-տրամագիծ հարաբերակցությունը չպետք է չափազանց մեծ լինի, ընդհանուր առմամբ L/D=1~3-ը նպատակահարմար է։
Երկրորդ, ճնշման գոտու երկարությունը և հաստությունը
- Ճնշումըգոտիարտադրանքի վուլկանացման ճնշումն ապահովելու հիմնական բաղադրիչն է, և դրա լայնությունը որոշվում է վուլկանացված արտադրանքի առավելագույն լայնությամբ։
- Ճնշման տևողությունըգոտիհաշվարկվում է վուլկանիզատորի կառուցվածքի համաձայն, և L երկարության փոքրացման հետ մեկտեղ ճնշման կյանքըգոտիհամամասնորեն նվազում է։
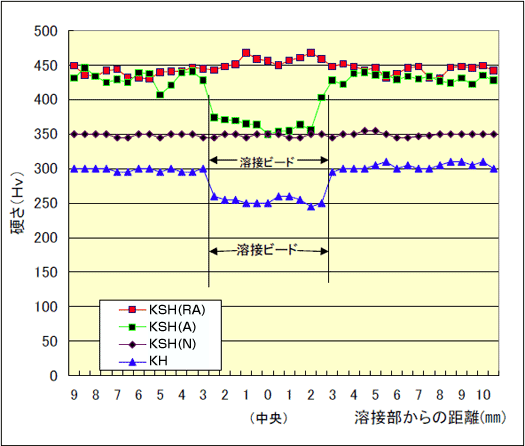
- Ճնշման գոտու հաստությունը նույնպես անմիջականորեն ազդում է պողպատե գոտու ձգման ամրության, ծռման ամրության և հոգնածության նկատմամբ կյանքի վրա: Հետևաբար, դրա պիտանիությունը կամ չհամապատասխանությունը անմիջականորեն ազդում է թմբուկային վուլկանիզատորի աշխատանքի վրա:
- δ-ի համար հաշվարկված օպտիմալ արժեքը հետևյալն է՝
δ =(PDD0 /2E)1/2
δ – ճնշման հաստությունըգոտիսմ
P-վուլկանացման ճնշում կգ/յ
D-Վուլկանացման թմբուկի տրամագիծը՝ սմ
E-Պողպատե ժապավենի առաձգականության մոդուլը կգ/յ
D0 – ճնշման գոտին անցնող գլանափաթեթի նվազագույն տրամագիծը, որը սովորաբար վերին և ստորին կարգավորիչ գլանափաթեթների կամ լարվածության գլանափաթեթների սմ տրամագծով է։
3. Պողպատե գոտու լարվածության հաշվարկը
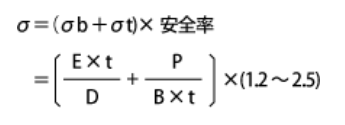
E: Առաձգականության գործակից (կգ/մմ2)
P: Պողպատե գոտու լարվածություն (կգ)
D: Ճախարակի տրամագիծը (մմ)
B: Պողպատե գոտու լայնությունը (մմ)
T: Պողպատե գոտու հաստություն (մմ)
Օրինակ՝ Շանհայի ռետինե թիվ 1 գործարանի ստանդարտ փոքր թմբուկի ծծումբ, փոքր թմբուկի տրամագիծը՝ 400 մմ, մեծ թմբուկի տրամագիծը՝ 700 մմ, գլանային տրամագիծը՝ 100 մմ: 20 ՄՊա ճնշման դեպքում: Պողպատե շերտի չափը՝ 7650*1.2*1380 մմ է, ապա հաշվարկը հետևյալն է՝ նկար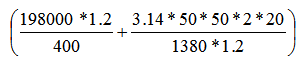 = 783.61 (կրճատ է եռակցման կետում 1100 ՄՊա հոսունության սահմանից)
= 783.61 (կրճատ է եռակցման կետում 1100 ՄՊա հոսունության սահմանից)
σ-ը պետք է ցածր լինի պողպատե շերտի եռակցման դիրքի ամրությունից։
Եթե ունեք որևէ հարց կամ անհրաժեշտ է լրացուցիչ տեղեկատվություն, խնդրում ենք կապվել մեզ հետ ~
Հրապարակման ժամանակը. Մարտ-11-2025